Table of Contents
Grinding Machine
A grinding machine is a power tool that uses a rotating abrasive wheel to remove materials from a workpiece.
It is primarily used for shaping, cutting, polishing, and sharpening materials like metal, wood, and stone.
The abrasive wheel is the heart of the grinding machine.
An abrasive wheel is made of hard particles like aluminum oxide, silicon carbide, or diamond.
On the wheel, tiny grits are present, which act as a single-point cutting tool.
The wheel rotates at high speed, and the tiny grits remove very thin layers of metal from the workpiece, which are similar to 0.25 mm to 0.50 mm in dimension.
These machines achieve tolerances down to 0.000025 mm with high accuracy.
- A Grinding is often called a grinder with their specific applications.
Definition of Grinding Machine
A grinding machine is a machine tool that uses a rotating abrasive wheel to remove materials from a workpiece to make smooth surfaces.
or
An operation in which the removing of rough surfaces and making smooth surfaces is known as Grinding or Grinding Machine.
Working of Grinding Machine
- It works to the action of rubbing or friction between the abrasive particles and workpiece material.
- Due to this, workpiece is fed against the rotating abrasive wheel to remove material in the form of very small size of chips.
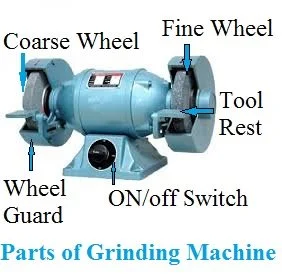
Parts of Grinding Machine
1. Wheel
2. Wheel Head
3. Base
4. Saddle
5. Table
6. Headstock
7. Tail Stock
8. Cross -feed
1. Wheel
- This types of wheel which composes of an abrasive compound and used for abrasive machining operations.
- They are generally made from a composite material consisting of coarse – particle aggregate.
- It may also be made from a solid steel or aluminum disc with particles bonded to the surface.
2. Wheel Head
- This is mounted on the column on the back of the machine.
- It has ways for the vertical slide which can raise or lower with the grinding wheel only rotating a hand wheel to accommodate workpieces of different heights and set the wheel for depth of cut.
3. Base
- They having a column at the back for supporting the wheel -head.
- It also contains the drive mechanisms.
4. Saddle
- It mounts directly on the top of the base.
- They move on antifriction ball bearings on hardened ways.
- It also provides the means for moving the work forward and backward.
5. Table
- It moves on a top base which mounts over the saddle.
- They can be swiveled which enables the operator to grind tapers.
6. Headstock
- Head stock supports the workpiece by means of a dead center and as well as drives it by means of a dog, or it may hold and drive the workpiece in a chuck.
7. Tail Stock
- It can adjust and clamp in various positions to accommodate different lengths of work pieces.
8. Cross -feed
- It feds to the work by the engagement of the cross feed control lever through hand or power.
Also Read in Details By Touch The Link below:-
- Solar Cell in details
- Networking in details
- Geothermal Energy
- Heat Treatment
- Heat Transfer
- Energy
- Heat
- Light
- Drilling machine
Operation of Grinding Machines
- There are two types of grinding operations are as follows:-
1. Rough or Non-precision grinding
2. Precision grinding
1. Rough or Non-precision grinding
- The common forms of rough grinding are snagging and off-hand grinding where the work is held in the administrator’s hand.
- The work is squeezed hard against the wheel, or vice- versa. And also the accuracy and surface finish obtained are of secondary importance.
- Snagging is done where as considerable amount of metal is removed without regard to the accuracy of the finished surfaced.
- For examples of snag grinding are trimming the surface left by sprues and risers on castings, grinding the parting line left on castings, removing flash on forgings, the excess metal on welds, cracks, as well as imperfections on alloy steel billets.
2. Precision grinding
- Precision is concerned with producing good surface finish and high degree of accuracy.
- Thus the wheel or work both are guided in precise paths.
- There are following types of precision grinding:-
a. External cylindrical grinding
b. Internal cylindrical grinding
c. Surface grinding
d. Form grinding
a. External cylindrical grinding
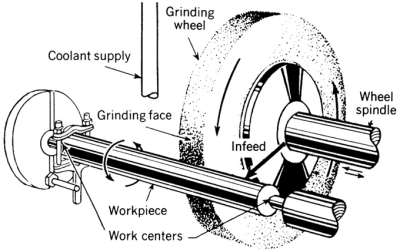
Image:- External cylindrical grinding
- It delivers a straight or tapered surface on a workpiece.
- The work piece must be rotated about their own axis between centres as it passes lengthwise across the face of a revolving grinding wheel.
b. Internal cylindrical grinding
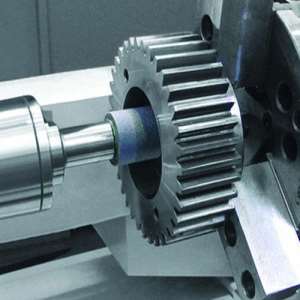
Image:- Internal cylindrical grinding
- It produces internal cylindrical holes and tapers.
- The work are chucked and precisely rotated about their own axis.
- The grinding wheel or, in the case of little bore holes, the cylinder wheel rotates against the sense of rotation of the workpiece.
c. Surface grinding
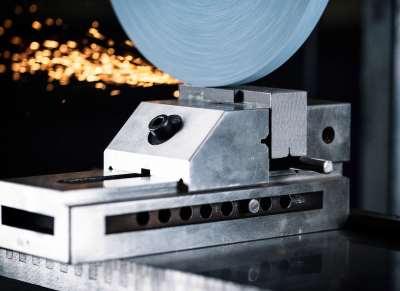
Image:- Surface grinding
- It produces flat surface.
- The work may be ground by either the fringe or by the end face of the grinding wheel.
- The workpiece is reciprocated at a constant speed underneath or on the end face of the grinding wheel.
d. Form grinding

Image:- Form grinding
- It is done with specially shaped grinding wheels that grind the formed surfaces as in grinding gear teeth, threads, splined shafts, holes and spheres, etc.
Principal of Grinding Operation
- Principal operation includes the grinding of external and internal cylindrical grinding, tapered and formed surfaces, gear teeth, threads and others using appropriate wheel and fixtures of each job which may be done on grinding machines.
- These are explained below:-
1. Tapered surfaces
For First Method
- The table to the taper angle of the workpiece.
- The wheel head to the same angle.
- The head stock with the workpiece clamped in a chuck.
For Second Method
- The longitudinal feed is obtained by the axial motion of the wheel.
- The external taper surfaces is to true the face of the sheet to the required taper.
- The internal tapered surface are ground on centreless machines by swivelling housing and the workpiece to the taper angle.
2. Formed surface
- They are finished on cylindrical and surface grinding machines.
- A typical formed surface grinding is the grinding of bed ways of complex cross- section.
3. Gear Teeth
- The teeth of gears are ground on gear grinding machines either by the generating process or by a forming process in which formed wheels are used.
- The generating process makes use of two saucer – shaped grinding wheels, whereas in the formed wheel grinding of gear a special fixture is used.
4. Threaded Surface
- Thread grinding is done on thread grinding machines with either single or multiple rib wheels.
- In the grinding of external thread with a multiple rib wheel the work is mounted between centers and is rotated at a definite speed.
Types of Grinding Machine
- These are the following types of grinding machines:-
1. Floor stand and Bench grinding machine
2. Portable and Flexible shaft grinding machine
3. Swing frame grinding machine
4. Abrasive belt grinding machine
5. Precision grinding machine
A. Cylindrical grinder
B. Internal grinder
C. Surface grinder
D. Centreless grinder
E. Universal grinder
F. Tool and Cutter grinder
G. Form grinder
H. Special grinder
1. Floor stand and Bench grinding machine
- A floor -stand grinder has a horizontal spindle with wheels usually at both end and is mounted on a base or pedestal.
- There is provision for driving the wheel spindle through belt from motor at the rear, at floor level.
- Frequently the wheels are mounted directly on the motor shaft extensions, in that case the motor is on the top of the stand.
- A small size machine mounted on a bench is known as bench grinder.
- These machines are utilized for snagging and off -hand grinding of tools and miscellaneous parts.
- This one simplest type of grinder. On these grinders polishing wheels may be run.
2. Portable and Flexible shaft grinding machine
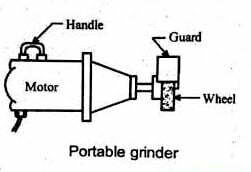
- It’s usual form of portable grinder resembles a portable or electric hand drill with a grinding wheel mounted on the spindle.
- A similar machine type is the flexible shaft grinder.
- They having grinding wheel on the end of a long flexible shaft driven by a motor on a relatively stationary stand.
- They can be easily moved about and may be used to the advantage in removing comparatively small amount of stock from widely separated areas.
- These kinds of heavy tools are utilized for roughing and snagging and small ones for burring and die work.
3. Swing frame grinding machine
- A swing frame grinder has a horizontal frame about 2 to 3 m long suspended at its center of gravity so as to move freely within the area of operation as shown in image.
- The operation applies the wheel on one end of the frame to the work.
- It is used for snagging particularly for castings that are too large for the operator to hold up to the wheel.
- These machines are moved around with a jib crane suspended from columns, or by mobile units.
4. Abrasive belt grinding machine
- Abrasive belt grinders are utilized for heavy stock removal or for light polishing work.
- They are becoming more widespread in industry as the technique of manufacturing the belts improves.
- Work may be applied, commonly by hand, against the open belt, platen or shaped forms to reach various curves and flat surface.
- Machines may be dry belt, well belt, or combination type.
5. Precision grinding machine
- Precision grinders are those grinder that finish parts to a very accurate dimensions.
- According to the type of surface generated or work done these may be classified as follows:-
A. Cylindrical grinder
B. Internal grinder
C. Surface grinder
D. Centreless grinder
E. Universal grinder
F. Tool and Cutter grinder
G. Form grinder
H. Special grinder
A. Cylindrical grinder
- In cylindrical grinding machine, the workpiece is usually held between dead centers and rotated by a dog and driver on the face plate.
- It is used for grinding cylindrical surfaces which may be parallel, tapered, fillets grooves, shoulders and other formed surfaces of revolution.
B. Internal grinder
- The Internal grinders are utilized for finish straight, tapered, or formed holes to the correct size, shape, and finish.
- The depth of cut depends upon the diameter of the hole being ground and may vary from 0.02 to 0.05mm in roughing and from 0.002 to 0.01mm in finished operations.
- Mostly internal grinders are horizontal, although there are a relatively few vertical ones in use.
- There are three general types of internal grinders:-
a. Chucking Grinders
b. Planetary Grinders
c. Centreless Grinders
a. Chucking Grinders
- In this grinders, the workpiece is chucked and rotated about its own axis to bring all parts of the bore or other surfaces to be ground in contact with the grinding wheel.
- A chucking grinders are the best applied whenever the work itself can be conveniently chucked and rotated.
b. Planetary Grinders
- In this grinder the workpiece is mounted on the reciprocating table and is not reveled.
- Also, the grinding wheel is given rotary and planetory motions to grind cylindrical holes.
- Planetary grinding is usually limited to large and awkward workpieces that can’t be conveniently rotated by a chuck.
c. Centreless Grinders
- The external centerless grinding principle is also applied for internal grinding.
- In centerless grinding machine, the work is supported by three rolls.
- One is the regulating roll, and the other is a pressure roll, and the workpiece firmly against the support and regulating rolls.
- The grinding wheel contacts with the inside diameter of the workpiece directly opposite the regulating roll, thus assuring a part of absolutely uniform thickness and concentricity.
- The pressure roll is mounted to swing a side to allow loading and unloading.
C. Surface grinder
- Surface grinding machines are used to finish plane or flat surfaces.
- These are also capable of grinding irregular, curved, convex, and concave surfaces.
- Surface grinders may be four different types:-
a. Horizontal spindle reciprocating table
b. Horizontal spindle rotary table
c. Vertical spindle reciprocating table
d. Vertical spindle rotary table
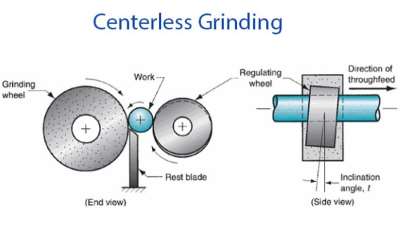
D. Centreless grinder
- Centreless grinding is a method of grinding exterior cylindrical, tapered, and formed surfaces on workpieces which are not held and rotated on centres.
- The principal elements of an external centreless grinder which are the grinding wheel, regulating or back up wheel, and the work rest.
- Both wheels are rotated in the same direction.
- The work is put upon the work rest, and the latter, together with the regulating wheel, is fed forward, forcing the work against the wheel of the grinding.
- The axial movement of the work past the grinding wheel is gotten by tilting the regulating wheel at a slight angle from horizontal.
- An angle adjustment of 0 to 8 or 10 degrees is provided in the machine for this purpose.
- Centreless grinding may be done in one of the three ways which are as under:-
a. Through feed operation
b. Infeed operation
c. End feed operation
a. Through feed operation
- In through feed operation, the work is passed completely through the space between the grinding wheel and regulating wheel, usually with guides at both ends.
- This method is utilized when there are no shoulders or other forms to interfere with the passage of the work.
- This is useful for grinding long, slender shafts or bars.
- The layer of metal which is removed by the grinding wheel in one pass reduces the diameter of the workpiece by 0.02 to 0.3mm.
b. Infeed operation
- Infeed operation is an operation which is similar to plunge grinding or form grinding, the regulating wheel is drawn back so that workpieces may be placed on the work – rest blade.
- These methods are useful to grind shoulders, and formed surfaces.
c. End feed operation
- This operation is used to produce taper, either the grinding wheel or regulating wheel or both are formed to a taper.
- The work is fed length wise between the wheels which is ground as it advances until it reaches the stop end.
Advantages of Centreless Grinding
- Rate of production is high.
- No holding of workpiece is required.
- No need of doing centering.
- Cost of production is high.
- The wear and tear in machine is less.
- Stability is more.
Disadvantages of Centreless Grinding
- This process is only used in case of straight cylinder parts.
- Work having multiple diameters is not easily handled.
E. Universal grinder
- Universal grinders are mostly used in tool rooms for grinding tools, etc.
- The wheel head and slide can be swiveled and as well as traversed at any angle.
- The head of the wheel can also be arranged for internal grinding by the addition of an auxiliary wheel head to revolve small wheels at high velocities.
- The head stock spindle may be used alive or dead, so that the work can be held and revolved by chuck as well as ground between centres.
F. Tool and Cutter grinder
- Tool and cutter grinders are utilized mainly to sharpen and recondition multiple tooth cutters like reamers, milling cutters, drills, taps, hobs and other types of tools used in the shop.
- Through this, we can also do light surface, cylindrical, and internal grinding to finish such items as jig, fixture, die and gauge details and sharpen single point tools.
G. Form grinder
- They are special type of cylindrical grinding where the grinding wheel has the exact shape of the final product.
- In this types of grinder, grinding wheel doesn’t traverse the workpiece.
H. Special grinder
- A special purpose grinders which are ideal for production of precision components.
- These special kinds of grinders are used for grinding crankshafts of automobile engines, aircraft engines, diesel engines, compressors, etc.
Advantages of Grinding Machine Operations
- This can produce a high surface finish with good accuracy.
- It can easily machine hard materials.
- The operation can be performed with less pressure applied on the work.
- We can obtain highly accurate dimensions.
- This can also work at high temperature.
- Speed of cutting can be performed by this process.
- It can also operate for complex things also.
- Smooth surface and flat surface can obtain.
Disadvantages of Grinding Machine Operations
- There cost of required tool is high.
- There process are also costly one.
- This can’t remove the high amount of material, they only remove a little amount.
- It consumes more time for removing the required amount from the work.
- We should work carefully, because imperfect contact may lead to damages.

